Изготовление бронзового порожка на бас
Несколько лет назад я попросил великого металлиста Семёна сделать мне кучку бронзовых заготовок для верхних порожков. Семен нарезал невероятно прекрасные брусочки из алюминиевой бронзы, которые приятно даже просто держать в руках, не то что с ними работать.

Работать, впрочем, трудно. Сплав БРАЖМц10-3-1.5, из которого сделаны мои заготовки, фантастически скользкий, и напильники по нему почти не скребут. Только на гриндере можно более-менее быстро поправить габариты, и то регулярно погружая заготовку в воду для охлаждения.
Больше всего проблем с прорезями под струны. Мои специальные “гитарные” надфили совершенно не рассчитаны на бронзу. Чуть лучше работается алмазными надфилями, а иногда я вообще намечаю пазы под басовые струны победитовыми бор-фрезами… Зато порожек получается вечный, очень красивый, скользкий, и практически не темнеющий со временем - в отличие от латуни.
После обрезки заготовки по длине (это удобнее всего делать ножовкой) я довожу ее торцы и верх гриндером, а заодно заваливаю уголки.
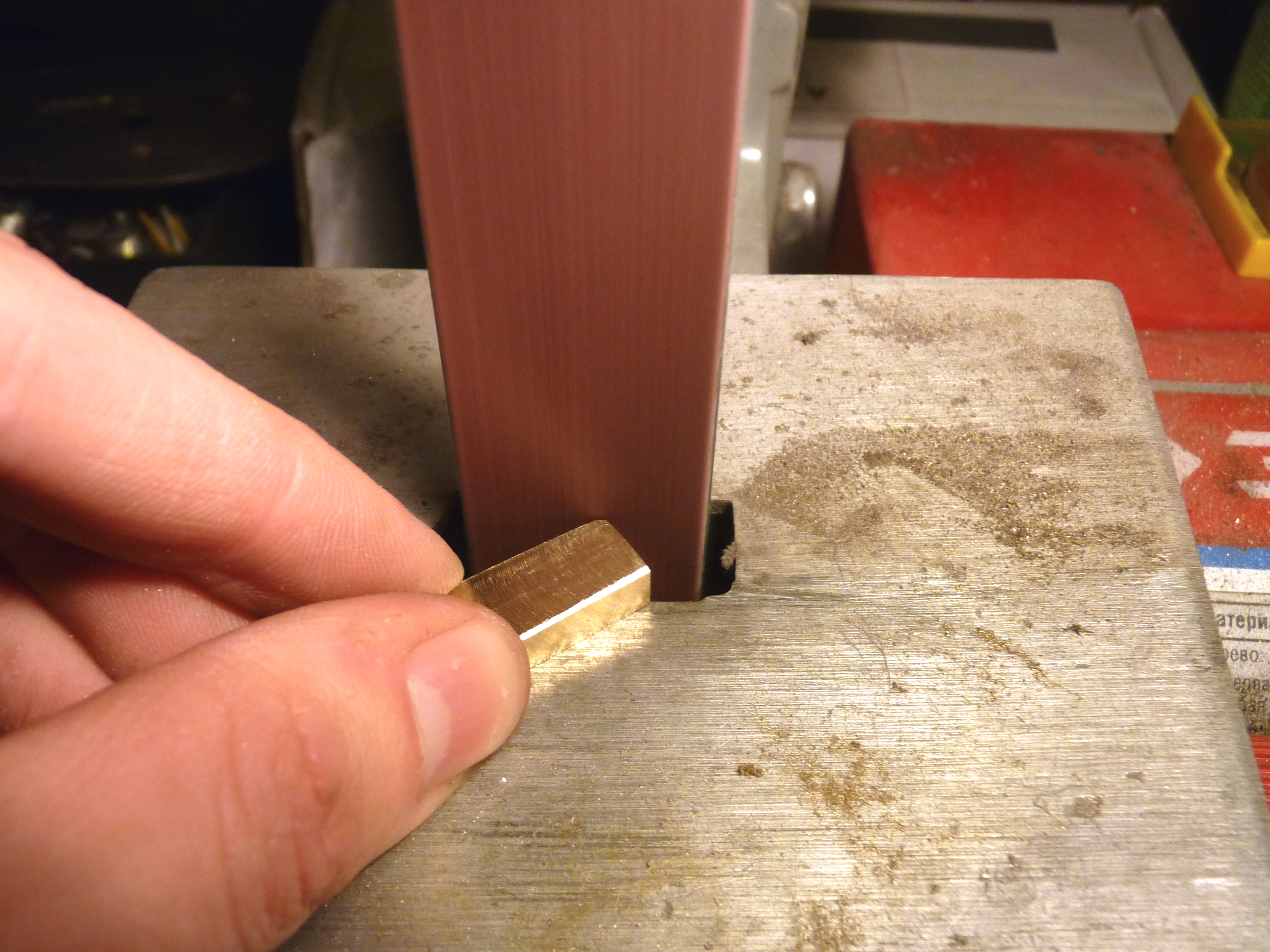
Я всегда оставляю небольшой припуск по длине, который снимаю уже вручную - твердным бруском с 320-й наждачкой, регулярно приставляя порожек к грифу и проверяя размер. Это гарантирует, что порожек не окажется уже накладки, а царапинки на торце не потребуют серьезной шлифовки.

О том, как разметить порожек по высоте, кое-что написано в тексте о костяном пороге. Вкратце, алгоритм следующий:
Поставить заготовку в рабочее положение (без клея), половинкой карандаша отметить на заготовке “поверхность ладов”.

Отложить от получившейся линии диаметр первой и пятой струны вверх, справа и слева соответственно.
Соединить эти две точки линией с радиусом, соответствующим радиусу в начале грифа.
Если шлифануть порожек до полученной линии, то струна (после напилки пазов) будет в него ложиться практически всем диаметром, полностью погружаясь в материал. В большинстве случаев достаточно половины диаметра - тогда струны будут красиво “нависать” над порожком, при этом не вываливаясь из пазов. Кроме красоты, у неглубоких прорезей есть еще одно преимущество: их гораздо проще пилить, что особенно важно на бронзе.
Но если конструкция головы такова, что у струн получается малый угол перегиба по вертикали и большой - по горизонтали, то лучше утопить их целиком. Спокойнее будет.
На электрогитарах точно отмерить доли миллиметра не получится, поэтому там я работаю на глаз. С басами в этом смысле все намного понятнее.
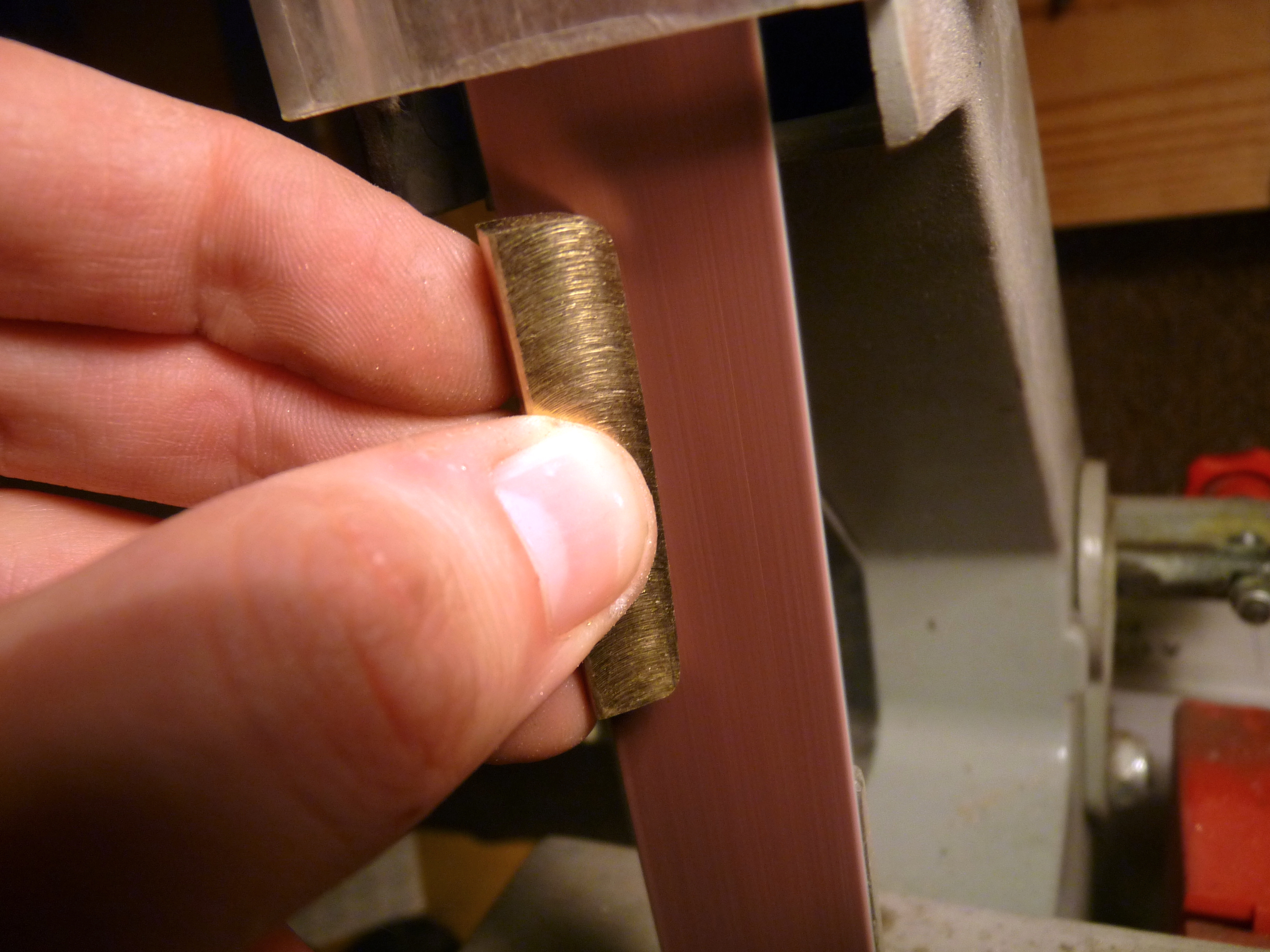
Верхнюю кромку я заваливаю на гриндере под углом. После этого остается слегка закруглить переход от передней грани к верхней. Для этого удобно пользоваться свободной частью ленты, которая прогибается под давлением и поэтому зализывает даже округлые участки заготовки.
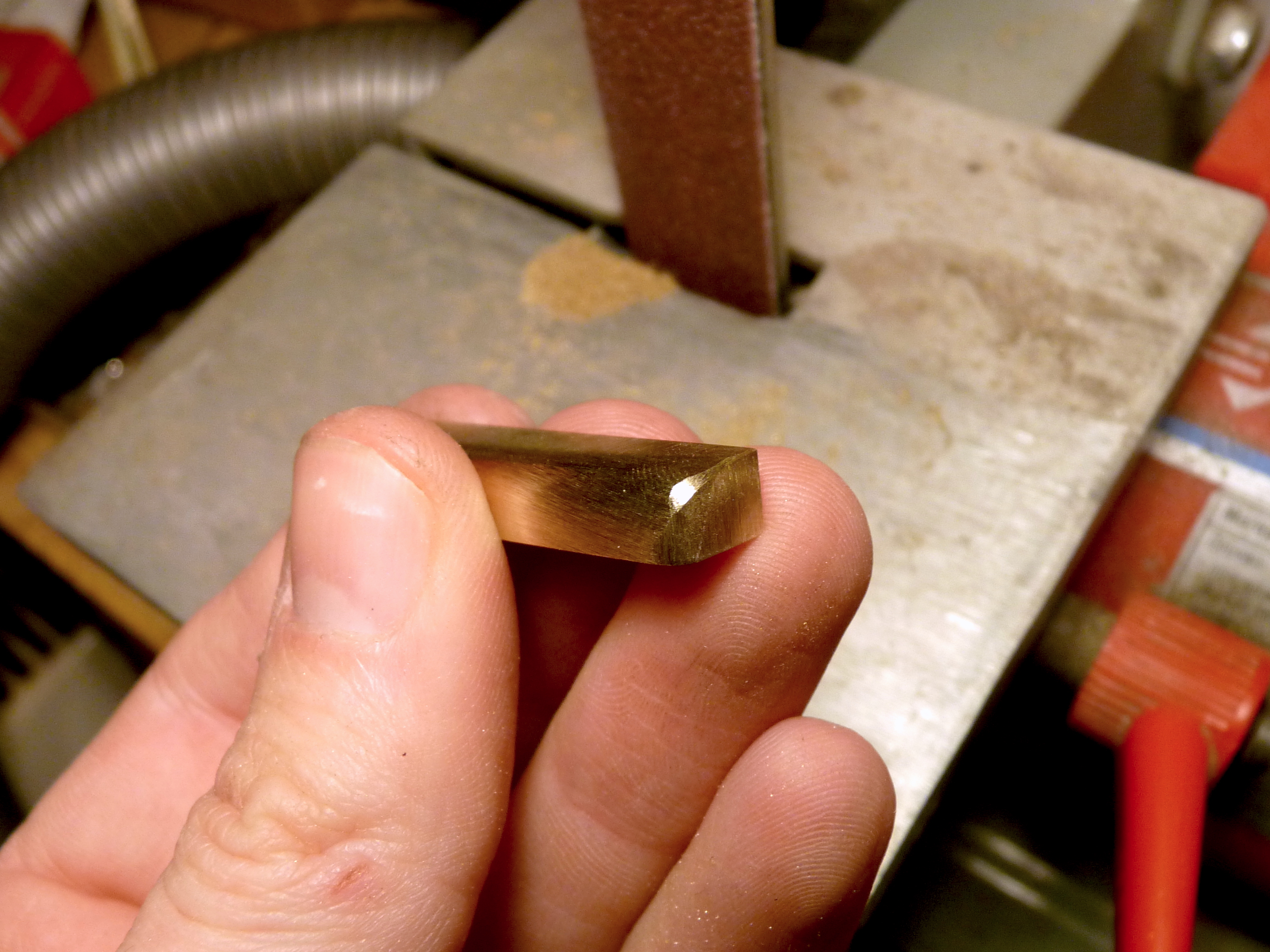
Вот что получается:

На этом этапе очень полезно снять фаски на передних ребрах:
Далее я убираю крупные царапины от гриндера на 180-й шкурке - мягкий коврик снизу позволяет ей подстраиваться под форму порога:

И шлифую порожек мягкими шкурками на губке - fine, superfine, ultrafine.

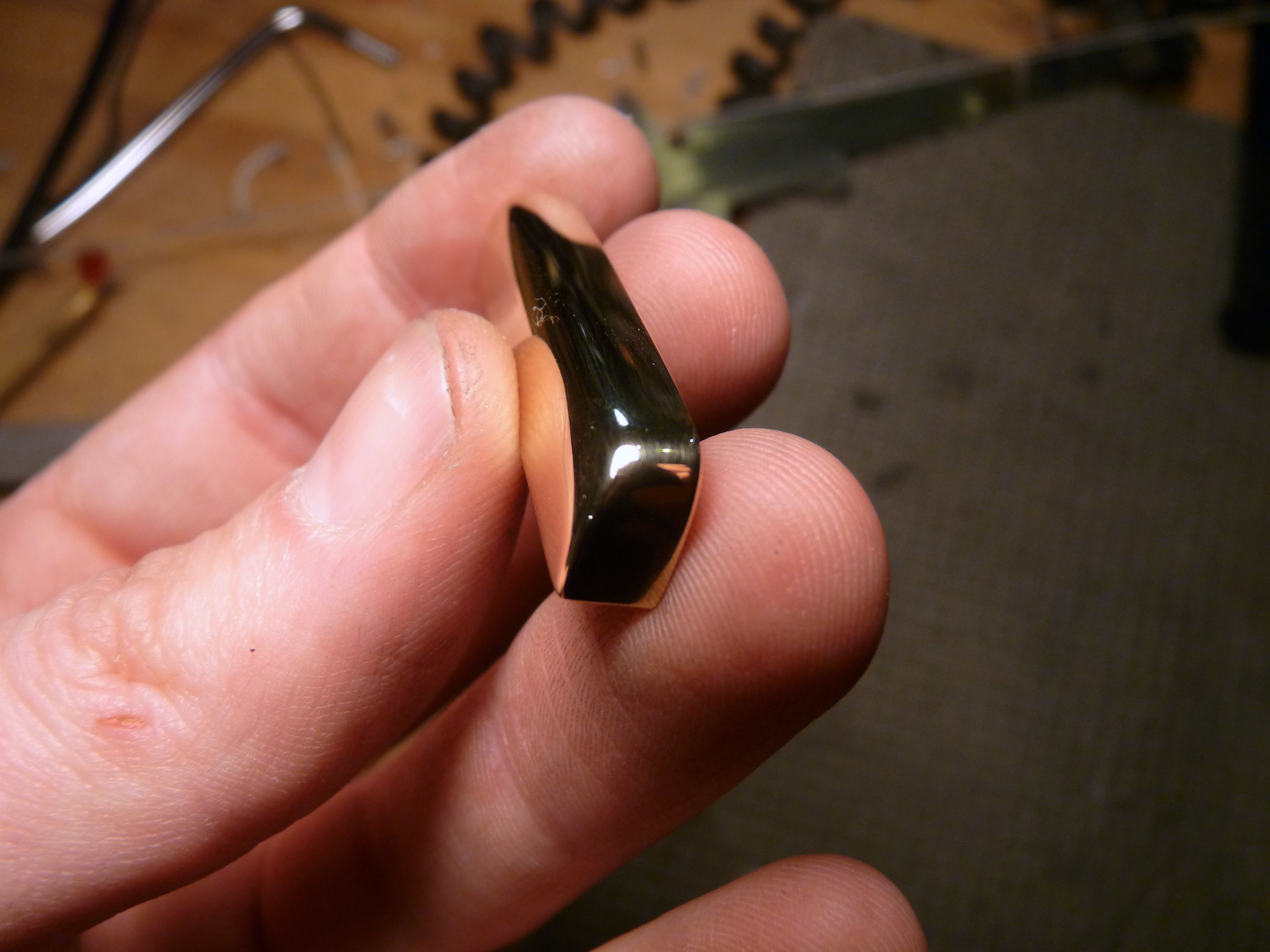
Особое внимание - на края заготовки. Ничего острого в верхней части порожка остаться не должно. Получается так:

А после ультрафайна совсем здорово:

Далее порожек доводится до зеркала полировальной пастой по металлу - той же самой, которой я полирую лады (т.е. в общем-то любой из автомагазина :-)
Задняя и нижняя грань при этом остались практически не обработанными: им это ни к чему, от шероховатости они только лучше приклеятся.

Металлический порог лучше клеить на большее количество суперклея, чем обычно. Нагрузка от напилки пазов на него идет огромная, к тому же он может здорово греться при обработке.
Важно зафиксировать порожек в правильном положении, пока схватывается клей. Нет ничего обиднее, чем вклеить его криво и потом вычищать ошметки суперклея из паза. Я пользуюсь для этого дела самым густым клеем (“гелем”) - он схватывается долго и порожек успеваешь подвигать туда-сюда.

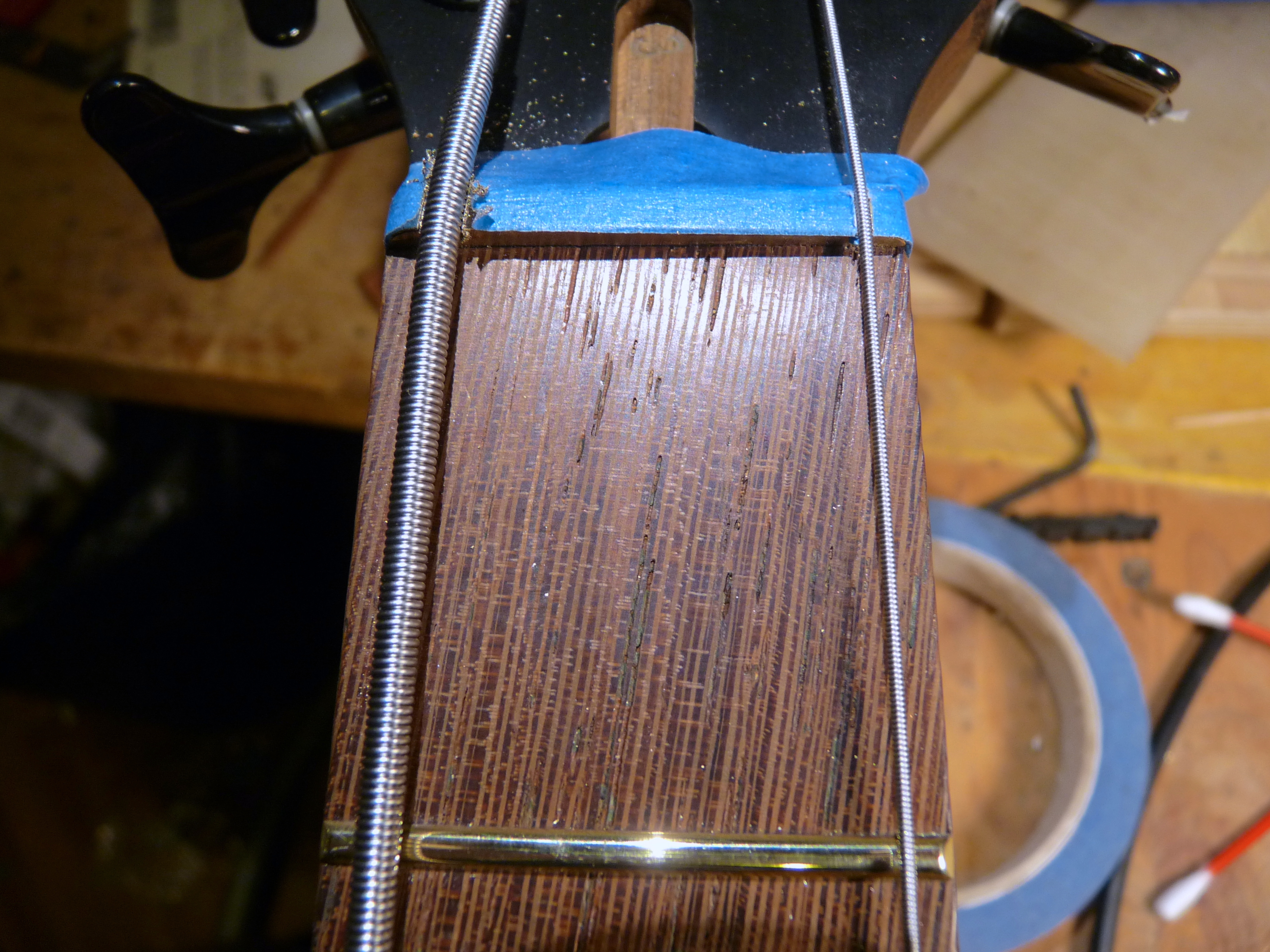
Натягиваю крайние струны. Они могут оставлять на полированном металле противные царапинки, так что порог залеплен скотчем.

Выставляю крайние струны в нужное положение, ножом прорезаю скотч по их краям, пилю пазы в отмеченных местах.
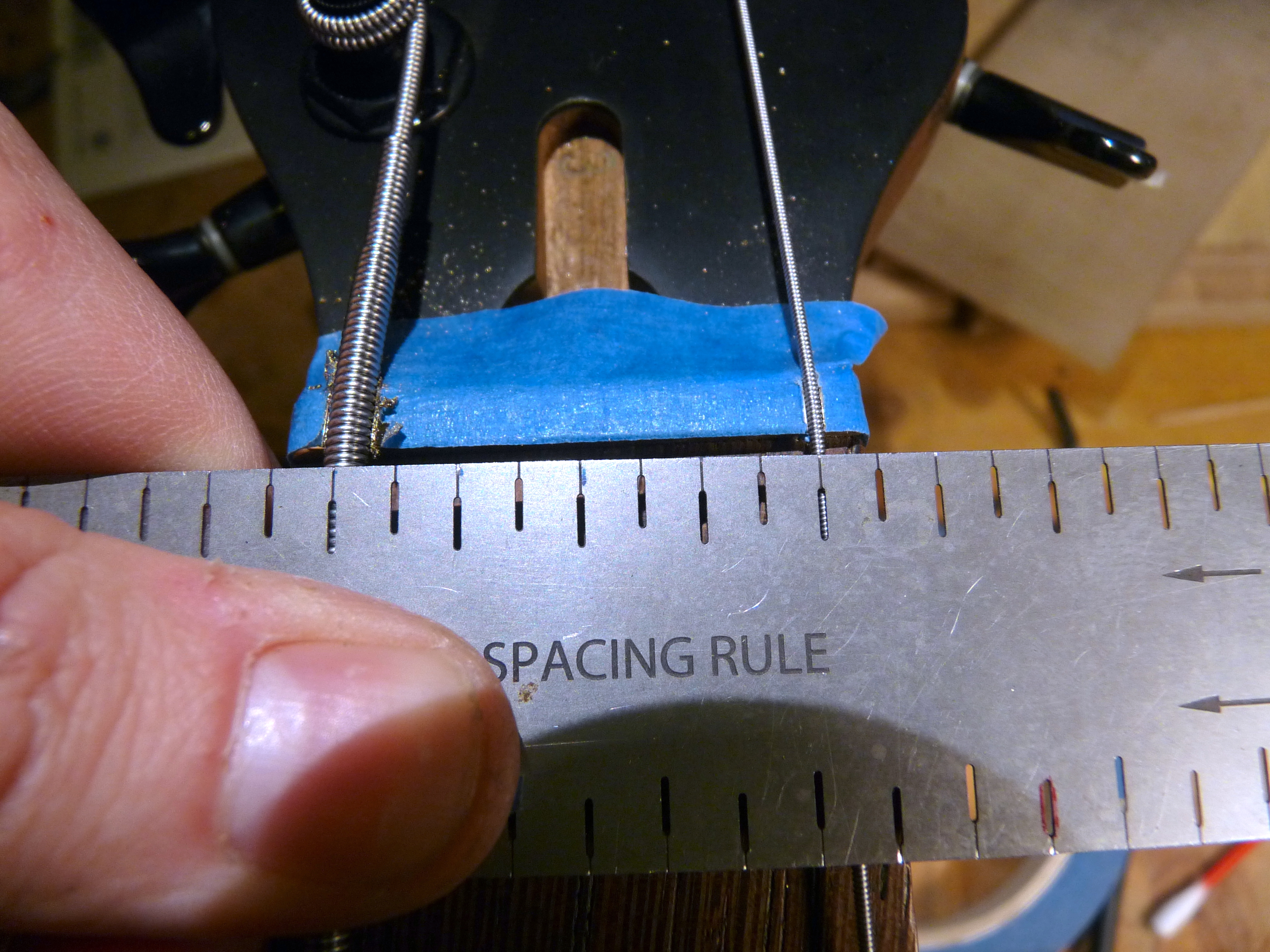
Лучший инструмент для разметки положения остальных струн - cтюмаковская линейка, у которой расстояние между метками плавно увеличивается (это полезно, чтобы толстые струны не кучковались).
После напилки можно убрать скотч и снять фаски по краям пазов - без этого они остаются острыми, очень неприятно такой порожек трогать. Для этого удобен треугольный надфиль с тупым углом.

Вот такой:

Потом вся верхушка порожка заново шлифуется мягкими шкурками и полируется до блеска.
Результат:


Струны лежат в порожке как раз половинкой диаметра, но вываливаться не будут, потому что угол вертикального перегиба на этом ворвике достаточно велик.

12 марта 2016